����ˮ��ʽ�ټ�벻������գ��ɹ���ʵ���˴������ͭĸ�ߵĺ��ӡ�ʩ����װ�����б������ù��տ˷��˴�ͳ�ɵġ�̼������������ʹ�����ж�����������̼�����Բ������ȱ�㣬���к��������ȶ���������㡢��ȫ��ʩ���ɱ��ϵ͵��ŵ㡣
ͭĸ�ߵ������ڵ�վ��ұ��װ���о��������������ӷ�ʽ�мнӷ�(��������)�����ӷ��ȡ��Դ������ͭĸ�ߵĺ��Ӿ���Ŀǰ��������ʾ����̼�����������ټ�벻������֡�̼����Ԥ���¶Ƚϸߣ��뱣֤����ĸ���¶�750�����ϣ�������۳���һ�㣬�Ҹ��²����ģ�u����������ʹ�����ж���ͬʱ��������̼�����Խϲ�����ʽϴ���Ԥ���¶��Եͣ�Լ500�����ң��������ȶ�������������ѹ�Ըߣ��ֱ�Ϊ750 A��800 A��40 V��50 V���ң��Һ��������ϴ�����δ�к��Ӵ���桢��ĸ�ߵĽ��ܡ��ټ�벻�����Ŀǰ���ڵĹ淶��ʾ���������ڦģ�12��ͭĸ�ߺ��ӣ��Ԧģ�12�ĵ���V���¿ڵ���ͭĸ�ߺ�����ָ���Բ�ǿ��
��������п������15 000��/����пװ���У����Ҫ����ú������ӷ�����δ��ȷ���ӹ��ռ��������ڳ�ֿ��Ǹ��ƺ����������Ͷ������Ļ����ϣ����ǽ�����ڡ����⾭�飬��������Ԥ�������µ�ˮ��ʽ�ټ�벻������գ�������۳������ã�����������֤�ϸ��������ͭ�������ձ���ڵļ���������ȱ�ݣ��ɹ�������˸ù��̵İ�װ����
1 ��ͭ�Ŀɺ���
�ù�������ͭΪ����ͭT1���������ܺ���0.05��������Ϊ0.02���������������1��ʾ��
��1 ����ͭT1���������ܱ�
ָ�� ָ��ֵ ָ�� ָ��ֵ
�������� ������������ ����ϵ�� 386.4W/(m��k)
�۵� 1083�� ����ϵ�� 16.5��10���� �ˣ���
�е� 2580�� ������ 168����������������m
�ܶ� 8.96kg/cm�� �� ��
��ͭ�ĵ���ϵ��20��ʱ������7����1 000��ʱ��11���࣬����ʱ����Ѹ�ٴӼ�����������ȥ��ʹĸ���������������ںϣ���˺���ʱ����ô�����Դ����ȡԤ�ȣ�ʩ��ʱ�����γ��۳ء�
T1������ϵ��������15%��Ϊ�������������Ϯ�ƣ���֤����ʱ��϶�������ʱӦ��֤�㹻�ļ�϶��ͬʱ�������ʱ�����1�����ϣ�Ϊ��ֹ�۳���Һ���Ϊ��̬ʱ������¶Ȳ�ϴ��γ�Ϯ�ƣ���ʩ��ʱӦ��֤����¶ȡ�
����ͭ����ʱ�����γ����ף������ԭ����ҪΪ����ˮ�����������γɷ�Ӧ���ף�ˮ��������ɢ���ף������ȡ��������������ȴ�ʩ��
Ϊ��ֹ���ָ�Ǧ����ĵ��۵㹲��������Ӧ��ȡˮ�������У�������Ӧ��
Ϊ��֤����������ͼ��ջ�����ͷƽ��������������ʧ��ʩ��ʱӦ�Ʊ�ʯī��塢���弰�¿顣
2 ��ǰ��
2.1 �����ߵ���
1)������̼����¯��
2)��ʯī��塣
3)��ʯī������¿��2�顣
4)���Ȳ���ѡ��ʯ�ޱ���
2.2 ��Լ�Ԥ��
1)�¿ڲ����ٴ��ӹ���Ϊ����V�Σ��¿ڽǶȣ������5�㣬�۱�1 mm��Ԥ��ǰ��Լ�϶��Ϊ4 mm��5 mm��
2)���ǰ������ĥ��������¿ڲ�50 mm��Χ�ڱ�������¶����������Ϊֹ��
3)Ԥ����ͼ1��ʾ��
ͼ1 Ԥ��װ��
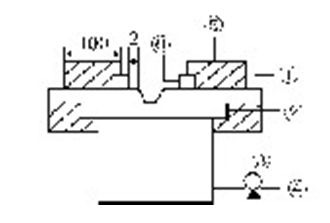
1-ĸ�ߣ�2-ʯī��壻3-��̼¯��
�� 4-�ķ����5-ʯ�ޱ���6-����
3 ���ӹ���
3.1 ���������ĵ�ѡȡ
1)����ѡ��2̨Z630�����������������Խӷ�����֤����ƽ�ȣ���ǹΪ500 A��
2)��˿ѡ�æ�6��ͭ��˿�����ں���ǰ��ɰֽ��ĥ������ѡ������301��
3.2 Ԥ��
Ԥ�Ȳ��ý�̼¯�����������������桫���������(��ȡԶ�������ǹ����)����ʯ�ޱ�������������400 mm����Χ�ص��ķ������֤����¯�������ȡ���ʱ����Լ�϶��������Ϊ���������������������ں�����������������301����ʩ����
3.3 ���ӹ��ղ���
���ӹ��ղ������2��ʾ��
��2 ���ӹ��ղ���
���Ӳ��� ���� ��ѹ �ټ� ��˿ �������
��� 350 A 20 V ��6���ټ� ��6 15��17(L/min)
������ 400 A 20 V ��6���ټ� ��6 15��17(L/min)
����ʱ����������Ϊ���������������ٶ�Ӧ�졣Ϊ���ڹ۲��۳ؼ���Ӻ�˿����ǹ�빤���н���Ϊ75�桫85�棬��˿�뺸����н�Ϊ10�㡫20�㣬����ʱ��ǹӦ���ȡ�ƽ�ȵ���ǰ��ֱ���˶��������ֺ㶨�ĵ绡���ȣ�����һ�������2 �������������������������ʱ����˿Ӧ��������ڣ��ڽ�ͷ�������������绡��
��亸��ʱ��Ӧ������֤�������¶�350�桫600�����ң������˹���ͣ����
��������������ͭ�庸�ӣ��Ӽ�����������ϣ�һ����40 min���ң�ʩ��ʱ���Ϊ10 min��
4 ������
��������Ӧ��ȡˮ�������У�������Ӧ����ֹ���ֵ��۵㹲��������ͭĸ�����ԡ�
2)��ȴ���ø�˿ˢ��������������ϴ���������Ӱ���������㡣
3)�Ժ��������ۼ�顣
5 �����豸
���ӻ��������¡�
�� ���� Z630 2̨����
�� ��ǹ 500 Aˮ��ʽ벻����� 1��
�� �������и�� Z200 1̨
�� ��ѹ�� �� 1̨
�� �ķ�� 200�� 1̨
�� ¯�� �������������� 2̨
�� ʯī�� ��20 20����/1��
�� ���� 8t 1̨
�� ���� 2t 2��
�� �������ǹ M130T 1��
�� �������ͱ��� �� 2��
�� �Ͷ�����֯
�� ���� 2��
�� � 2��
�� ˾¯�� 1��
�� �������������� 1��
�� ����Ա 1��
�� ������������
7.1 ������
�Խӽ�ͷ����������HGJ223-1992ִ�У���������ִ��JB4730-1994�ϸ����ʲ�ȡ˫�۵��Ų��Է���Ӧ����GBJ149-1990��
7.2 ������֤��ʩ
1)���к��ӹ������������������ֳ��Ժ���ȷ����ҵָ���顣
2)��������ѵ�ϸ�����ϸڡ�
3)���������ƿ�ϵļ������߱�����У�������ڣ�ָʾȷ��
4)�ϸ��Ӽ���ƶȣ����ϸݱ��봦�����ܽ����µ�����
8 ��������
���ڹ�����������飳�������������Լ�������ۼ�顢��ɫ��ʾ�ۺ����á���ȱ�ݺ���X�������࣬����������ȱ�ݣ�����һ�����ף���JB4730-1994�����ϸ�Ȼ����ȡ�ԣ����л�е�������飬����������HGJ223-1992Ҫ�����ʲ���˫�۵��Ų��Է����ⶨ�����������0.015����mm����m������GBJ149-1990Ҫ��
9 ���������
���øú��ӹ��պ�����۳������ã������õ���֤��������̼�������¶Ժ�����ǿ�Ҹ��䣬����Ӧ�����������ڲ���¯�Ӽ��ȵij����ô��������Ⱥ�Ҳ��˳��ʩ����ͬʱ��ĸ���뵼��Ƭ(�Ǻ���)��ĸ�ߵ�������(�Խӷ�)�ȸ�����ʽ�Ľ�ͷ��Ҳ������ָ���³ɹ����ӣ����÷�Χ���㡣
�����̼�����ӣ�벻����ӵ����ʸ��ͣ����������٣��������ȶ�����������ӣ�벻���������ʹ�������գ��Ҹ��������ֳ���խ������ĸ�ߺ��ӣ������ԭĸ�߲�ȡ�ļн����ӣ�벻�����ĸ�ߵĺĵ���٣�����һ��װ��Ͷ����������ÿ����1�ֵ��пƬ��ԭʡ��60�ȣ���ɼ��ٳɱ�֧��45��Ԫ���ң�����Ч�����ԡ�
10 ����
1)�ټ�벻����ӶԴ������ͭĸ����˵��һ��Ԥ���¶Ƚϵ͡����������ȶ����������㡢ʩ�������Ϻõķ������Ԧģ�12 ������ͭ����ϽӾ���һ����ָ�����á�������ͭ�������ձ��������ͨ��ʹ�ú��ۡ���֤����¶��������������������Ͻ�����ͨ�������������Χ�����е��⡢���ĺ������������ף�����ʵ���к��Ѵﵽ��
2)���ײ����IJ�λ��Ҫ�Ǻ��ӽ�ͷ������ԭ��ΪϨ�����¶Ƚ��͡�����������������ɡ����˽ӳ�������ÿ���������ꡣ
3)�Բ�ͬ�������ͭĸ�߽����ӡ������ӡ���Ƕ���ӣ���Ԥ���¶ȼ����ղ�����Խ�ʱ��������˸��ݽ����С����ͷ��ʽ��ȡ�ʵ���Ԥ�ȷ���(�紬�κ�)���к��ӡ�


 ����һ����
����һ����